قیمت ورق اسید شویی Sw22 ،STw22 ،St33 ،St37 و W22 ضخامت 1.5 تا 6 میلیمتر فولاد مبارکه در لیست جدول قیمت این صفحه موجود است و بروز رسانی میشود. ورق اسید شویی یک صفحه فلزی از جنس آلیاژ فولاد است که پس از تولید، با اسیدهای مخصوص شسته میشود تا سطحی تمیز، بدون آلودگی و عاری از اکسیداسیون ایجاد شود. از کاربردهای این ورق میتوان به استفاده در کشتیسازی و ساخت مخازن نفت و گاز اشاره کرد. همچنین گزینه خوبی برای فرمدهی سرد در صنعت است. سطح تمیزِ ورق، آن را برای انجام عملیاتی مانند گالوانیزاسیون و رنگ آمیزی، ایدهآل و آماده میکند. بسته به گرید فولادی که در ساخت این پلیتها استفاده شده است، از اسیدهای مختلفی برای فرایند اسیدشويي استفاده میشود؛ اسیدهایی مانند اسید سولفوریک، هیدروکلریدریک و هیدروفلوئوریک.
قیمت ورق اسیدشويي بسته به کارخانه تولید کننده، ضخامت و ابعاد ورق، گرید آن و نوع اسید مورد استفاده، متغیر است. به عنوان مثال، قیمت شیت اسیدشویی در استانداردهای St ارزانتر از استانداردهای W است.
لیست قیمت ورق اسید شویی
در جداول زیر لیستی از قیمت ورق اسید شویی کارخانههای مختلف از جمله فولاد مبارکه در گریدهای مختلف از جمله st37 و w22 ارائه شده است. جهت خرید آنلاین، روی لینک خرید کلیک کرده و محصول مورد نیاز خود را به سبد خرید اضافه کنید. چنانچه گرید یا تولید کارخانه مورد نظر شما در جدول لیست قیمتها وجود ندارد، جهت استعلام با کارشناسان فروش شرکت تماس بگیرید: 90000011
کارشناسان شرکت مهندسی آنلاین سازه، جهت مشاوره، خرید تلفنی یا حضوری و انجام هماهنگیهای لازم، در خدمت شما هستند. تأمین بیواسطه و فروش انواع ورق با نازلترین قیمت، تخصص ماست. امکان عودت بار تا دو روز کاری وجود دارد. امکان پرداخت نهایی وجه خرید، در محل تحویل بار و پس ار رویت و تأیید بار توسط مشتری، فراهم شده است. آنلاین سازه همراه شما تا پلۀ آخر...
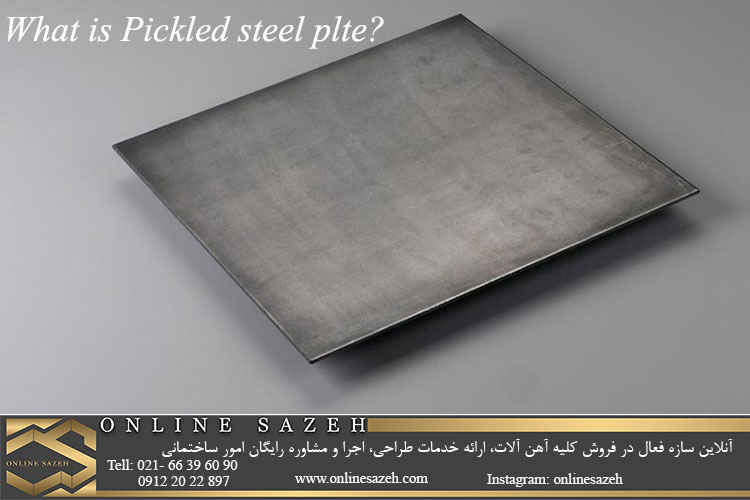
ورق اسید شویی چیست و چگونه تولید می شود؟
ورق اسید شویی (pickling plate) یک صفحه فلزی از جنس آلیاژ فولاد است که پس از تولید، سطح آن با استفاده از اسیدهایی مانند اسید سولفوریک و کلریدریک شسته میشود. شستشو با اسید باعث میشود تا سطح ورقها از آلودگی، چربیها و اکسید آهن زدوده شود. بنابراین، این ورقها قبل از ورود به چرخۀ صنعت، با اسید پاکسازی شدهاند. ورق اسیدشویی شده از ورق سیاه حاصل میشود؛ محصولی که خود، قبلاً با فرایند نورد گرم تولید شده است. نورد گرم سبب ایجاد لایهای از اکسید بر سطح محصول میشود. اسید کمک میکند تا اکسیدها و ناخالصیها از سطح صفحۀ فلزی پاک شده و صفحه را برای فرایندهای بعدی آماده سازد.
پس از پاکسازی و از بین بردن ناخالصی و زغالهای سطح صفحه، شکل ظاهری ورق نسبت به قبل روشنتر شده و از این نظر شبیه به ورق روغنی میشود. سپس نوبت به صیقل کاری میرسد. فرایندی که طی آن ناخالصیها و چربیهای سطح پلیت توسط اسید زدوده میشود، laxative acid نام دارد. در خط اسید شویی، کویلها پس از شستشو با اسید و خارج شدن از حوضچه اسید، با آب شسته میشوند و سپس با عبور از تونل هوای گرم خشک میشوند. پس از شستشو با اسید، بخشی از محصول به واحد نورد سرد انتقال داده میشود تا برای تولید محصولات نورد سرد مورد استفاده قرار گیرد.
احتمال اکسید شدن و زنگ زدگی صفحه در تماس با هوا، آب و یا حضور در مناطق مرطوب، بالاست. جهت جلوگیری از اکسیداسیون، سطح پلیت را با نوعی پوشش ضد آب و یا روغن پوشش میدهند. سپس آن را رنگآمیزی و یا آبکاری میکنند. اسیدشویی، ورق را در برابر سایش مقاوم میکند، اما مقاومت آن هیچگاه به مقاومت ورق گالوانیزه نمیرسد. همۀ مراحل اضافی باعث میشود تا قیمت ورق اسید شویی نسبت به ورق پایۀ خود (ورق سیاه فولادی) اندکی بالاتر باشد.
ضخامت، ابعاد و جدول وزنی ورق های اسید شویی شده
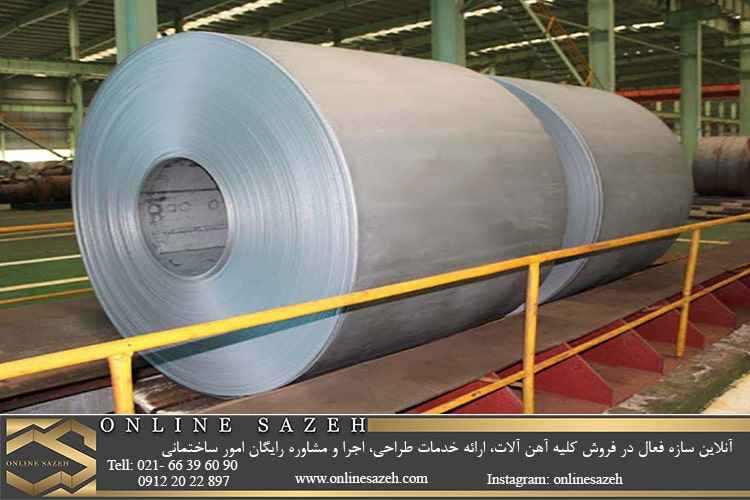
همانند ورق آجدار، پلیت اسید شويي نیز به صورت شیت و رول به بازار عرضه میشود.
ضخامت ورقهای اسید شویی شده معمولاً 1.5 تا 6 میلیمتر است. رولها نیز معمولاً در دو عرض 100 و 125 سانتیمتر تولید میشوند. ابعاد شیتها به صورت زیر است:
- ابعاد 1000×2000 میلیمتر
- ابعاد 1250×2500 میلیمتر

انواع ورق اسید شویی و استانداردهای تولید
DIN1614 و BSEN10111 رایج ترین استانداردهای تولید ورقهای اسید شویی شده در ایران هستند. این محصولات از ورقهای فولادی با گریدهای زیر تولید میشود:
- ST33
- ورق سیاه St37
- ورق St52
- SW22
- STW22 (معادل SPHC در استاندارد JIS ژاپن).
- STW23 (معادل SPHD در استاندارد JIS ژاپن).
- STW24 (معادل SPHE در استاندارد JIS ژاپن).
STW22 مقاومت کششی بیشتری نسبت به SW22 دارد.
از میان استانداردها و گریدهای بالا، قیمت ورق اسید شویی استاندارد St گرید 37 از بقیه پایینتر است.
کاربرد
- تولید مخزنهای تحت فشار اعم از مخازن گاز و مایع
- تولید انواع لولههای آب، گاز و نفت
- تولید لوله و پروفیل
- تولید محصولات گالوانیزه
- تولید ورق قلع اندود
- فرم دهی سرد
- فرم دهی و کشش عمیق
- استفاده در کشتی سازی
- استفاده در بدنه و چرخ اتومبیل
برای ساخت لولههای نفت و گاز، باید از ورقهای اسیدشویی با گریدهای خاصی استفاده شود. برای این منظور، گریدهای GRB، pls2، x52، x42 و x46 مورد استفاده قرار میگیرد.
برای کشتی سازی باید از کیفیت NVA و GR.A استفاده شود.
برای رینگ و شاسی اتومبیلها کیفیتSAPH ۳۷۰،SAPH ۳۱۰ مورد استفاده است.اسیدهای مورد استفاده در روند تولید ورق اسید شويي
اسیدهای مورد استفاده در تولید ورق اسیدشويي
اسیدهایی که در فرایند اسید شویی ورق فولادی مورد استفاده قرار میگیرند عبارتند از: اسید کلریدریک (HCl)، هیدروکلریک اسید، اسید سولفوریک (H2SO4)، اسید فسفریک، اسید نیتریک و هیدروفلوئوریک اسید. در میان اسیدهای مذکور، هیدروفلوئوریک گرانتر است. زیرا عملکرد سریعتری دارد و مقدار فولادی که طی فرایند اسیدشویی با آن از دست میرود، حدأقل است. هیدروکلریک اسید نیز در عین اینکه آسیبی به فلز وارد نمیکند، عملکرد سریعی دارد.
بزرگترین عیب اسید کلریدریک فرار بودن آن است. بنابراین، تانکهای حاوی HCl باید به خوبی آب بندی شده باشند تا اسید از دست نرود. در عملیات اسید شوییِ پیوسته، از سه تا پنج تانک استفاده میشود. این تانکها حاوی اسید با غلظتهای متفاوت است. طول تانک ها حدود 2 تا 2.5 متر می باشد.
اینکه در روند تولید، از کدام اسید استفاده شود، به درجۀ آلیاژ ورق بستگی دارد؛ بر این اساس:
- در مورد فولادهای کربنی با آلیاژ کمتر از 6% یا 6%، اغلب از اسید سولفوریک و هیدروکلریدریک استفاده میشود.
- اگر صفحه با فولادهای کربنی با آلیاژ بیش از 6% تولید شده باشد، از اسید فسفریک، اسید نیتریک و هیدروفلوئوریک اسید استفاده شده و اسید شویی طیّ دو مرحله انجام می شود.
- در مورد پلیتهایی که از آلیاژ فولاد کروم - نیکل ساخته شدهاند، فرایند اسیدشویی با غوطه ور شدن پلیت در اسید نیتریک و هیدروفلوئوریک اسید انجام میگیرد.
مزایای HCl
- HCl اسیدی قوی است، همین باعث میشود تا مقدار زیادی آلاینده از سطح ورق حذف شود.
- استفاده از آن باعث میشود در نهایت نمک آهن کمتری بر سطح ورق رسوب کند.
- اسید شویی ورق با استفاده از اسید کلریدریک به فرایند حرارتی احتیاج ندارد و در دمای اتاق نیز قابل انجام است. در نتیجه هزینه گرمایش کاهش میباید.
معایب HCl
- بازیابی HCl فرایندی گران قیمت است.
- بالا رفتن دمای محیط در حین کار، باعث دود شدن اسید میشود.
- استفاده از HCl منیزیم بیشتری از سطح صفحۀ فولادی دفع میکند.
مزایای H2SO4
- اسید سولفوریک قابل بازیابی است و چندین بار میتوان از آن استفاده کرد.
- بالا رفتن دما نه تنها آسیبی به آن وارد نمیکند، بلکه کیفیت اسیدشویی را نیز بالا میبرد.
معایب H2SO4
- اسید سولفوریک باعث نفوذ مقدار بیشتری هیدروژن به فلز میشود و به فلز اصلی آسیب میزند.
- استفاده از H2SO4 مستلزم حرارت است.
- با تغییر دما میتوان نرخ اسید شویی را کنترل کرد.
اسید کلریدریک گرانتر از اسید سولفوریک است اما در مقابل، استفاده از آن بهتر است.
غلظت محلول اسید شویی
این که از چه نوع اسیدی و با چه غلظتی برای اسید شویی سطوح فولادی استفاده شود، به میزان و نوع آلودگی، گرید فولاد و میزان ضخامت لایه اکسید بستگی دارد. هر چه آلودگی بیشتر و لایه اکسیدی سختتر باشد، جهت حذف آن به اسیدی قویتر و با غلظت بیشتر نیاز است. متناسب با غلظت و نوع اسید، دمای محلول اسیدی یا مایع شستوشو هم تنظیم خواهد شد. به گونهای که از خوردگی فولاد جلوگیری شده و پاک کنندگی در بهترین حالت ممکن، انجام گیرد. مطابق دستورالعملهای مربوطه، غلظت و دمای مناسب تعدادی از اسیدهای رایج در محلول اسید شویی فولاد، به صورت زیر است:
- هیدروکلریک اسید: ۱۵ تا ۲۰ درصد در دمای اتاق (عمدتا در حدود ۲۰ درجه سانتیگراد).
- سولفوریک اسید: ۱۰ تا ۳۰ درصد در دماهای بالاتر (حدود ۵۰ تا ۱۰۰ درجه سانتیگراد).
- فسفریک اسید: ۱۰ تا ۲۰ درصد در دمای ۴۰ تا ۶۰ درجه سانتیگراد.
انواع فرایند اسید شویی در تولید ورق
- اسید شويي ساکن یا خمرهای: روش خمرهای در مواردی استفاده میشود که هدف، تولید ورق گالوانیزه باشد. در این روش، ورق را به درون محلول اسیدی که در یک خمره در جریان است، وارد میکنند. اسیدشویی در حالی صورت میگیرد که ورق ثابت و ساکن است و هیچ حرکتی ندارد.
- اسید شويي پیوسته: در این روش، محصول در جهت افقی یا عمودی از میان مخازن اسید و سپس مخازن آب عبور داده میشود.
- اسید شويي دستهای: در این روش، یک نوع محصول به صورت دستهای و در حین حرکت، در محلول اسید غوطهور میشود.
از میان روشهایی که بیان شد، روش دستهای و پیوسته در صنایع بزرگ که تولید در حجم انبوه صورت میگیرد، کاربرد دارند. از روش ساکن نیز در مواردی که هدف، تولید محصولات آبکاری شده باشد، استفاده میشود. از هر روشی که برای شستشو با اسید استفاده شود، یک شستشو با مواد قلیایی نیز انجام میشود. در نهایت نیز نوبت به خشک کردن است.

مراحل تولید
مراحل تولید پیکلینگ پلیت به اختصار عبارتست از:
- اصلاح و پوسته گیری ورق
- شستشوی ورق با اسید
- شستشو با آب
- روغن کاری سطح ورق
- بررسی کیفی با حس گرهای اشعه ایکس
- برش دادن لبه های ورق جهت ایجاد لبه های صاف و یکنواخت
- رول کردن یا کلاف کردن
هر یک از این مراحل در ادامه توضیح داده شده است.
پوسته گیری ورق و اصلاح آن
فرایند نورد گرم که اولین مرحلۀ عمومی در تولید ورق های فولادی است، سبب ایجاد پوسته هایی بر سطح ورق میشود. برای از بین بردن پوستهها و ایجاد سطحی صاف و یکنواخت، ورق باید از دستگاهی به نام دستگاه موج شکن عبور کند. وجود 7 غلتک در این دستگاه، نیروهای فشارشی و کششی بر پلیت اعمال میکند و به این ترتیب، یکنواختی و تخت شدن ورق را بهبود میبخشد. پمپ آکومالاتور در دو سر ورودی و خروجی مخازن اسید تعبیه میشود و وجود آن برای پیشگیری از ایجاد لکه بر روی ورقها ضروری است. نبود این پمپ باعث میشود تا در زمان توقف ورق بین وانهای اسید و خشک کنندۀ هوا، ورقها دچار لک خوردگی شوند.
شستشو با اسید
شستشوی ورق با اسید همانطور که در بالا بیان شد، بسته به کارخانه تولید کننده، به روشهای مختلف و با اسیدهای مختلف صورت میگیرد. زمانی که ورق وارد وان اسید میشود، یک پمپ به نام آکومولاتور کمک میکند تا فرایند اسید شویی ورق در وان اسید به طور مداوم و بیوقفه صورت گیرد. این پمپ همچنین کمک میکند تا ورق ها با سرعت ثابت شسته شوند.
روغن کاری ورق اسید شویی
پس از شستشوی صفحات با اسید، سطح صفحات میبایست با آب شسته شده و در هوا خشک شود. شستشو با آب و خشک شدن در هوا، صفحات فولادی را مستعد اکسیداسیون و در نتیجه زنگ زدگی میکند. از این رو، بلافاصله پس از خشک شدن، سطح آنها را با روغنهای مخصوصی پوشش میدهند تا به این طریق مانع از ورود اکسیژن به درون پلیت و اکسیداسیون شوند. در این صورت، میتوان با خیال راحتتری ورقها را انبار کرد. روغن کاری با استفاده از دستگاهی به نام روغن زن الکترواستاتیک انجام میشود. این دستگاه روغن را بر سطح ورق میپاشد. دستگاههای روغن زنی الکترواستاتیک یک مزیت خوب دارند؛ اینکه از بارهای برای روغنزنی استفاده میشود. این ویژگی باعث میشود تا قبل از کلاف کردن ورق، روغن بتواند به خوبی بر سطح ورق جذب شود.
نکته قابل توجه آنکه پس از آنکه ورق اسید شویی مورد نظرتان را خریدید، قبل از استفاده از آن، باید لایه روغنی موجود در سطح صفحه را پاک کنید. فراموش نکنید که این کار را دقیقاً قبل از استفاده از ورق انجام دهید. زیرا در غیر اینصورت، شرایط اکسید شدن و زنگ زدگی ورق را فراهم کردهاید!
بررسی کیفی پس از روغن کاری
پس از روغن کاری، یک بررسی کیفی بر روی صفحات انجام میشود. این بررسی با استفاده از حسگرهای مجهز به اشعه ایکس صورت میگیرد. یکنواختی سطح ورق و کیفیت سطح زیرین و رویی ورق با استفاده از این اشعه تعیین میگردد.
بخش برش ورق اسیدشویی و کلاف
در مراحل پایانی تولید پیکلینگ پلیت، لبه پلیتها را برش میزنند تا محصولی با لبههای تمیز و عرض یکنواخت به بازار عرضه شود. برش با تیغههای مخصوص این کار انجام میشود. در این فرایند، بسته به میزان غیر یکنواختی لبه ورق، حدود 19.05، 31.75 و تا 50.8 میلیمتر از دور تا دور لبه ورق برش داده شده و حذف میگردد. برای بررسی و جهت اطمینان از یکنواختی پهنای ابتدا و انتهای هر کلاف، از نوار مندرج استفاده میشود.
برای ارائه همه انواع ورقها به بازار، لازم است آنها کلاف کرد. پس از پایان کار، کلاف را با یک نوار فولادی محکم میبندند. کلافهای تولید شده یا به بازار ارسال میگردد و یا برای تولید پلیت روغنی به بخشهای مخصوص مربوطه فرستاده میشود.
عملیات اسیدشویی به چه علت انجام می شود و چه مزایایی دارد؟
- صفحات فولادی را در برابر خوردگی مقاوم میکند (اما نه به اندازه مقاومتی که ورق گالوانیزه دارد). قیمت ورق اسید شویی از قیمت همتای گالوانیزه شدۀ خود پایینتر است.
- ورق اسیدشویی، محصولی مناسب برای نورد سرد است؛ زیرا کیفیت سطحی مطلوب آن، مانع از استهلاک غلتکها در حین عملیات نورد میشود. به این ترتیب، صرفه اقتصادی خوبی برای صنایع دارد.
- اسید شویی کردن ورقها، از افت کیفیت محصولات بعد از نورد سرد و عملیات cold working میکاهد.
- اسید شویی و روغن کاری پس از آن، کمک میکند تا بتوان شیت و کویلهای فولادی را با خیال راحتتر و در مدت زمان طولانیتر در انبارها نگهداری کرد.
معایب اسید شویی
- خاصیت خورندگی: خورندگی، ویژگی ذاتی اسیدها است و کار با آنها را دشوار میکند. شکنندگی هیدروژنی (Hydrogen embrittlement) یا ترک ناشی از هیدروژن یکی از چالشهای مهم اسید شویی برای برخی از فولادهای پر کربن است. به این صورت که هیدروژن حاصل از اسید با سطح واکنش داده و موجب شکنندگی و ایجاد ترک میگردد.
- محدودیت در انتخاب اسید: اسیدهای مختلف دارای قدرت اسیدی و خورندگی متفاوتی هستند. بنابراین جهت تولید ورق اسید شویی از گریدهای مختلف فولاد، لازم است از اسید مناسب استفاده گردد. همچنین، لازم است در حین کار، دمای محیط و غلظت اسید کنترل شود تا فولاد دچار خوردگی و آسیب نشود.
- نیاز به نیروی متخصص: به دلیل خطرات فراوان کار با اسید، کار با اسیدها جهت تولید ورق اسید شویی به نیروی متخصص نیاز دارد. علیرغم این که اسیدشویی در بسیاری از کارخانهها به صورت اتوماتیک انجام میگیرد، اما انتخاب نوع اسید و تعیین درصد آن، باید توسط متخصصان این زمینه انجام گیرد.
- خطرات زیست محیطی: ضایعات حاصل از شستشوی فولاد با اسیدها که با عنوان لجن اسیدشویی شناخته میشود، برای انسان و محیط زیست خطرناک است. این لجن شامل آبهای اسیدی، کلریدهای آهن، نمکهای فلزی و اسیدهای زائد است. از این رو توسط EPA (Environmental Protection Agency) یک زباله خطرناک در نظر گرفته شده است. به همین خاطر، ضایعات حاصل از شستشو با اسیدها، باید با آهک خنثی شده و در محل مخصوص دفن زباله، دفن گردد. ضمن این که از دهه ۱۹۶۰ میلادی، عمده لجن اسید شویی، مورد بازیابی قرار میگیرد.
عوامل مؤثر بر قیمت ورق اسید شویی
موارد زیر بر قیمت روز pickling plates مؤثر است:
- قیمت روز ورق فولادی پایه.
- نوع و قیمت اسید یا اسیدهایی که برای شستشوی ورق در کاخانه استفاده میشود.
- قیمت ارز و دلار.
- هزینه انبار داری یا بنگاه.